

※鋁的認識:鋁型材加工(gōng)工(gōng)藝
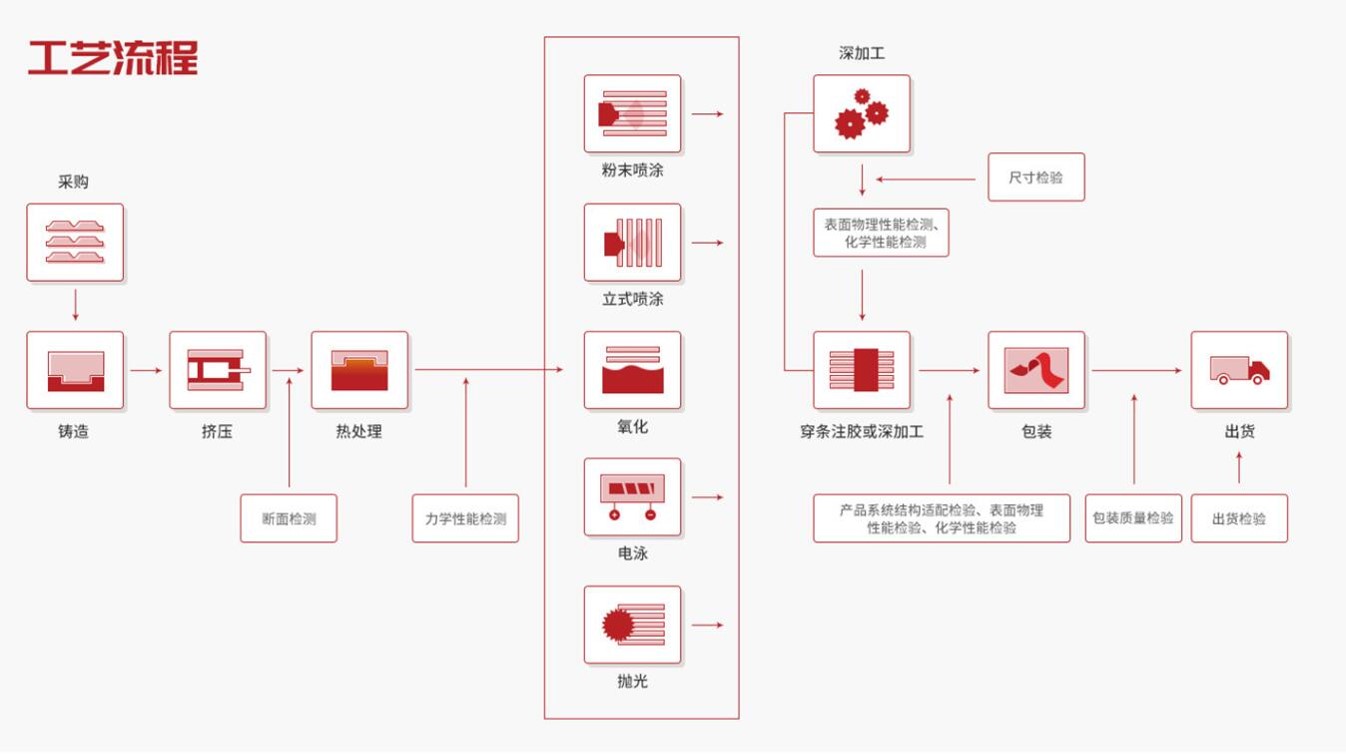
鋁型材加工(gōng)工(gōng)藝
一、鋁和鋁合金的基本性質(zhì)與用(yòng)途
鋁是元素周期表中(zhōng)的第13号元素,純鋁是一種具(jù)有(yǒu)銀白色金屬光澤的輕金屬,原子量為(wèi)27,鋁的熔點為(wèi)660℃,密度為(wèi)2.7g/cm3,鋁的晶體(tǐ)結構是面心立方晶格。鋁在地殼中(zhōng)的平均含量為(wèi)8.8%,僅次于氧和矽而居第三位,金屬元素中(zhōng)則居第一位。

鋁型材化學(xué)成份的技(jì )術要求(6063材質(zhì))
Si矽:0.20~0.60% Fe鐵:不大于0.35%
Cu銅:不大于0.10% Mn錳:不大于0.10%
Mg鎂:0.45~0.90% Cr鉻:不大于1.10%
Zn鋅:不大于0.10% Ti钛:不大于0.10%
其它雜質(zhì)單個:不大于0.05%
其它雜質(zhì)總和:不大于0.15% Al鋁:餘量

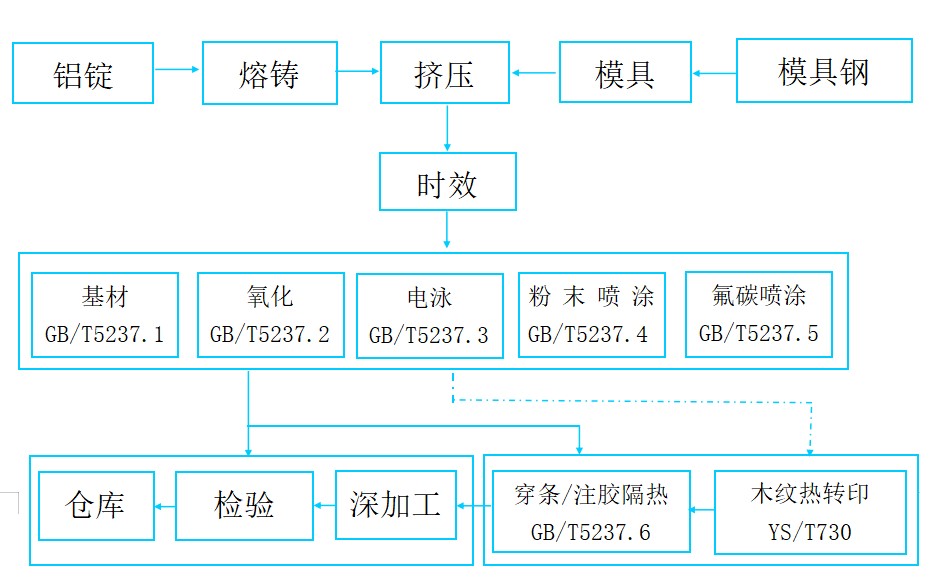
運進廠内,然後先熔鑄

技(jì )術第一部分(fēn)、熔鑄:

我們季華工(gōng)藝質(zhì)量保證措施
1)每班配有(yǒu)專職的工(gōng)藝員跟蹤和監督工(gōng)藝質(zhì)量。2)化學(xué)成份化學(xué)化驗。3)鋁棒低倍檢驗。
4)原材料檢驗。5)工(gōng)藝裝(zhuāng)備周期檢測。


熔煉溫度:720-760℃
鑄造溫度:690-720℃
均勻化溫度:550-585 ℃ 保溫時間:2-12小(xiǎo)時
鑄錠加熱溫度:470-530 ℃ 模具(jù)加熱溫度:440-480 ℃
擠壓筒加熱溫度:380-430 ℃ 模具(jù)加熱時間:2-5小(xiǎo)時
擠壓速度:實心材10-60m/min 空心材5-25m/min
拉伸:拉伸前制品應冷卻到70 ℃以下,拉伸率控制在0.5-2.5%之間。
時效工(gōng)藝:時效溫度:175±5 ℃ 保溫時間6-8小(xiǎo)時
時效工(gōng)藝:時效溫度:200±5 ℃ 保溫時間1-3小(xiǎo)時

技(jì )術第二部分(fēn)、擠壓:



本公(gōng)司引進多(duō)條國(guó)内外先進的擠壓生産(chǎn)線(xiàn),可(kě)以生産(chǎn)多(duō)種牌号的鋁型材。年産(chǎn)量達5萬多(duō)噸。本公(gōng)司擠壓技(jì )術也非常成熟:
尺寸偏差符合圖紙和(GB5237.1-2008标準要求 力學(xué)性能(néng)的技(jì )術要求(6063-T5)
抗拉強度:Rm≥160N/mm2 屈服強度:Rpo.2≥110 N/mm2 斷後伸長(cháng)率:δ≥8%
技(jì )術第三部分(fēn)、時效:
鋁合金型材擠出後的加工(gōng)與處理(lǐ):

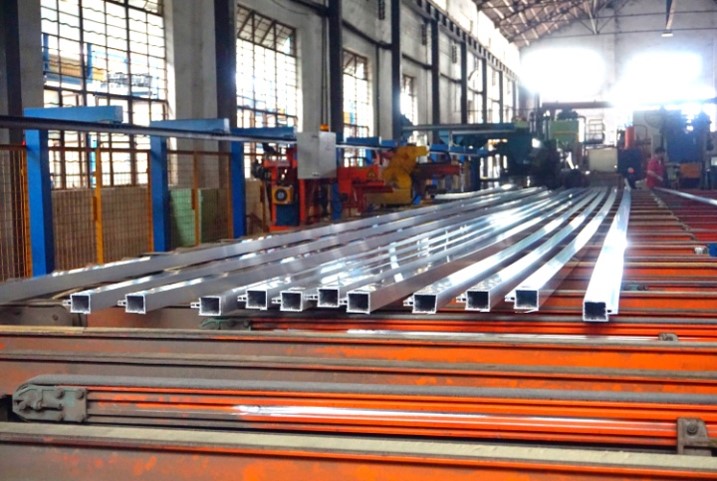
季華擠壓生産(chǎn)保證措施:
1)班組自檢幾何尺寸、表面質(zhì)量,由專職質(zhì)檢員(巡檢)複檢幾何尺寸、表面質(zhì)量;2)風冷(水冷)淬火由班組控制冷卻速度;3)拉伸矯直由班組控制拉伸變形量;4)成品鋸切由班組控制定尺長(cháng)度;5)精(jīng)裝(zhuāng)由班組和質(zhì)檢員控制成品尺寸精(jīng)度;6)人工(gōng)時效由班組控制,時效工(gōng)藝質(zhì)檢員控制機械性能(néng);7)檢測手段為(wèi):幾何尺寸用(yòng)遊标卡尺和千分(fēn)尺、角度尺來測量,機械性能(néng)用(yòng)硬度鉗、拉伸試驗機,表面質(zhì)量用(yòng)樣闆、人工(gōng)觀測。


技(jì )術第四部分(fēn)、表面處理(lǐ):
在給鋁材表面處理(lǐ)前,也需要一系列的工(gōng)作(zuò),比如前處理(lǐ)除油,人工(gōng)時效後就是前處理(lǐ)除油:除油主要是将型材表面在擠壓過程中(zhōng)所産(chǎn)生的油脂清除幹淨,為(wèi)後道工(gōng)序提供保障。所有(yǒu)表面處理(lǐ)之前都必須除油。接下來的工(gōng)藝流程:工(gōng)件裝(zhuāng)挂→堿蝕除油→水洗→純水洗→瀝水→烘幹→表面處理(lǐ)。
有(yǒu)專門的除油清潔劑去清潔鋁材表面的油。
噴塗前處理(lǐ)

接下來的工(gōng)藝流程:工(gōng)件裝(zhuāng)挂→堿蝕除油→水洗→無鉻鈍化處理(lǐ)→水洗→純水洗→瀝水→烘幹→噴塗→固化→卸料→檢驗→包裝(zhuāng)→入庫
噴塗鋁合金型材具(jù)有(yǒu)優良的耐蝕性和耐候性,堅固耐用(yòng),外觀裝(zhuāng)飾好,顔色豐富,可(kě)依客戶的要求顔色進行組織生産(chǎn),且生産(chǎn)工(gōng)藝比陽極氧化簡單,環保等特點,在建築,裝(zhuāng)潢,運輸等行業得到廣泛應用(yòng)。
有(yǒu)鈍化處理(lǐ)與無鈍化處理(lǐ)分(fēn)别
1.•有(yǒu)鉻處理(lǐ): 
2.無鉻處理(lǐ):

無鉻處理(lǐ)對于粘膠型材的影響

1、粉末噴塗表面處理(lǐ)
粉末噴塗:鋁合金型材經表面預處理(lǐ)形成化學(xué)轉化膜(鈍化)後,利用(yòng)離子吸附作(zuò)用(yòng)噴塗一層熱固性飽和聚酯粉末,再經過加熱固化的表面處理(lǐ)方法。噴塗表面處理(lǐ)現在已經可(kě)以達到質(zhì)保二十年。


季華粉末噴塗工(gōng)藝流程圖
上架→水洗→脫油塗油→水洗→酸洗→水洗→水洗→純水洗→無鉻鈍化→滴幹→烘幹→噴粉→固化→卸架→包裝(zhuāng)
季華粉末噴塗塗層技(jì )術性能(néng)
粉末噴塗全部選用(yòng)優質(zhì)的塗料及優質(zhì)的化工(gōng)原料,生産(chǎn)出表面流平好、色澤均一、附着力強、耐候性好、顔色多(duō)樣的高質(zhì)量産(chǎn)品。
1.粉末噴塗塗層技(jì )術性能(néng):光澤塗層的60°光澤值及其允許偏差:
|
光澤值範圍 |
允許偏差 |
|
3~30 |
±5 |
|
31~70 |
±7 |
|
71~100 |
±10 |
(2)顔色和色差-----------塗層顔色與合同規定的标準色闆基本一緻。使用(yòng)儀器測定時,單色粉末的塗層與标準色闆間的色差△Eab*≤1.5,同一批産(chǎn)品之間的色差△Eab*≤1.5。
(3)塗層厚度--------裝(zhuāng)飾面上塗層最小(xiǎo)局部厚度≥40μm。
(4)壓痕硬度--------塗層經壓痕試驗,其抗壓痕性≥80。
空心型材和半開口型材噴塗挂料的基本要求
對于空心型材和半開口型材等截面,一般采用(yòng)串聯的連接方式的挂式法

實心型材噴塗挂料的基本要求
2、氟碳(噴漆)表面處理(lǐ)
氟碳塗裝(zhuāng)工(gōng)藝流程圖 上架 →前處理(lǐ) → 下架 → 上架 → 底漆塗裝(zhuāng) → 流平 → 面漆塗裝(zhuāng) → 流平→ 清漆塗裝(zhuāng) → 流平 → 烘烤→ 出爐 → 包裝(zhuāng)


氟碳噴塗塗層技(jì )術性能(néng)
1)光澤 塗層的60°光澤值應與合同規定一緻,其允許偏差為(wèi)±5個光澤單位。
2)顔色和色差 塗層顔色與合同規定的标準色闆基本一緻。使用(yòng)儀器測定時,單色塗層與标準色闆間的色差△Eab*≤1.5,同一批産(chǎn)品之間的色差△Eab*≤1.5。
3)塗層厚度 噴塗型材裝(zhuāng)飾上的漆膜厚度應符合下表規定
|
塗層種類 |
平均膜厚,μm |
最小(xiǎo)局部膜厚,μm |
|
二塗 |
≥30 |
≥25 |
|
三塗 |
≥40 |
≥34 |
|
四塗 |
≥65 |
≥55 |
(注:非裝(zhuāng)飾面如需要噴塗漆應在合同中(zhōng)注明)
4)硬度 塗層經鉛筆(bǐ)劃痕試驗,硬度≥1H。
5)附着力 塗層的幹式、濕式和沸水附着力應達到0級。
氟碳工(gōng)藝質(zhì)量的保證
1)每班配有(yǒu)專職工(gōng)藝員;2)前處理(lǐ)槽液每天送檢一次;3)爐溫每周檢測一次;4)靜電(diàn)裝(zhuāng)置每半個月檢查一次;
5)每批成品做一次性能(néng)測試,每天做附着力性能(néng)測試一次。
l立式噴塗
l卧式噴塗
立式和卧式噴塗線(xiàn)最大的區(qū)别在于單線(xiàn)産(chǎn)能(néng),而不在于産(chǎn)品的質(zhì)量。立式噴塗線(xiàn)其相對于卧式噴塗線(xiàn)來說最大的優勢在于單線(xiàn)産(chǎn)能(néng)大。卧式線(xiàn)一般月産(chǎn)600噸左右,立式線(xiàn)一般月産(chǎn)1000噸左右,二者隻是噴塗時吊挂方式不一樣。
卧式噴塗生産(chǎn)線(xiàn)更适合工(gōng)程訂單的生産(chǎn)。我們知道,工(gōng)程訂單最大的特點就是顔色多(duō)、品種多(duō)以及不定尺料多(duō)。噴塗顔色多(duō)和品種多(duō),肯定就要求在生産(chǎn)時不斷的要換粉,而卧式生産(chǎn)線(xiàn)具(jù)有(yǒu)的一個優勢就是換粉容易,因此可(kě)以靈活的安(ān)排生産(chǎn),特别是對于小(xiǎo)訂單的補單,相對立式而言卧式具(jù)有(yǒu)更大的靈活性。而立式生産(chǎn)線(xiàn)由于設備構造的原因,不好換粉,隻适合連續生産(chǎn),如果一個粉不是連續生産(chǎn),将肯定導緻成本的偏高,對于廠家來說要獲取最大的利潤就必然将其轉到客戶身上。而對于那些不定尺料多(duō)的工(gōng)程用(yòng)戶來說,卧式線(xiàn)在配備了必要的挂具(jù)的前提下,将能(néng)夠最大限度的滿足客戶對各種定尺的要求。

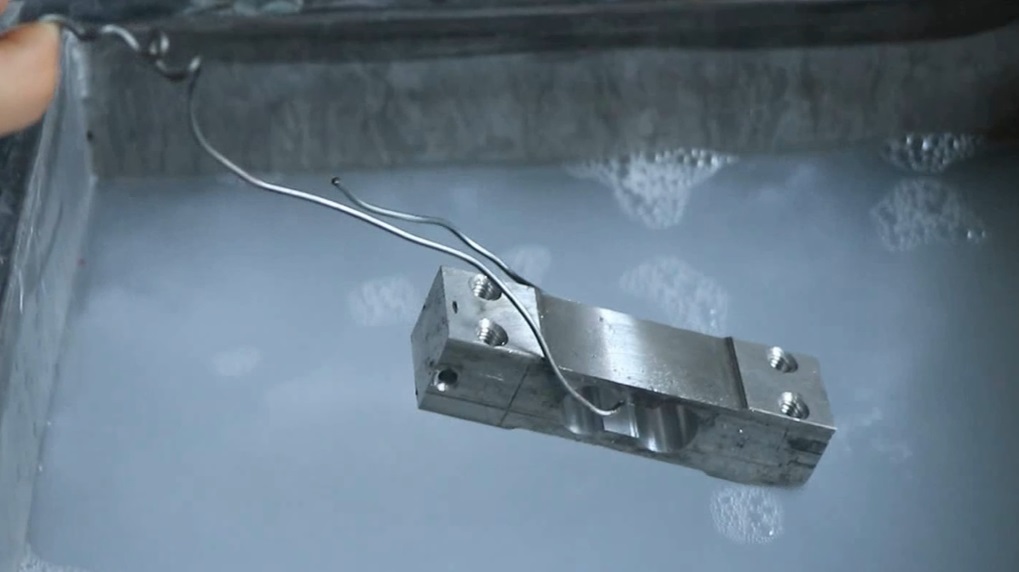
3、氧化表面處理(lǐ)

陽極氧化:在硫酸溶液内,将鋁型材接通在直流電(diàn)源的陽極,通過氧化還原反應,在鋁合金型材表面生成一層Al2O3,然後進行封孔處理(lǐ),使氧化膜極為(wèi)質(zhì)密,從而起到防腐、耐磨及裝(zhuāng)飾作(zuò)用(yòng)。一般的門窗型材氧化膜厚為(wèi)10μm,幕牆型材為(wèi)15μm,有(yǒu)些特定的地區(qū)(香港)氧化膜厚為(wèi)20-25μm。
 l氧化的鋁材一般保持鋁材的原色,黯淡亞光,l都是這種銀白色
l氧化的鋁材一般保持鋁材的原色,黯淡亞光,l都是這種銀白色
氧化膜技(jì )術性能(néng)
|
氧化膜等級 |
最小(xiǎo)平均膜厚(μm) |
最小(xiǎo)局部膜厚(μm) |
|
AA10 |
10 |
8 |
|
AA15 |
15 |
12 |
|
AA20 |
20 |
16 |
|
AA25 |
25 |
20 |
1)每天分(fēn)析槽液多(duō)次;
2)根據槽液分(fēn)析結果控制PH值;
3)自動控制型材在各個槽中(zhōng)處理(lǐ)時間;
4)嚴格控制各個槽的溫度;
由專職工(gōng)藝員進行各個工(gōng)藝監控及産(chǎn)品物(wù)理(lǐ)性能(néng)、化學(xué)性能(néng)的跟蹤檢測

4、電(diàn)泳表面處理(lǐ)
電(diàn)泳塗漆:在陽極氧化型材的基礎上,于電(diàn)泳槽内通過離子吸附作(zuò)用(yòng),将型材表面均勻地附着水溶性油漆的表面處理(lǐ)方式。電(diàn)泳B級膜厚為(wèi)7μm,加上氧化膜9-10μm,總的複合膜厚為(wèi)16μm以上。電(diàn)泳的耐候性比同等的氧化的耐候性要高。

電(diàn)泳出的鋁材表面一般比較閃,非常光亮,金屬顔色。電(diàn)泳鋁材表面是一層氧化膜

|
級别 |
陽極氧化膜 |
漆膜 |
複合膜 |
|
局部膜厚,μm |
局部膜厚,μm |
局部膜厚,μm |
|
|
A |
≥9 |
≥12 |
≥21 |
|
B |
≥9 |
≥7 |
≥16 |
注:苛刻、惡劣環境下的室外用(yòng)建築構件應用(yòng)
A級型材,一般環境下室外用(yòng)建築構件或車(chē)輛用(yòng)構件可(kě)采用(yòng)B級型材。合同中(zhōng)未注明複合膜厚度級别的,一律按B級供貨。
1)漆膜附着力0級 2)漆膜硬度≥3H
5、熱轉印木(mù)紋噴塗表面處理(lǐ)
鋁木(mù)紋轉印:粉末噴塗或電(diàn)泳塗漆的基礎上,根據高溫升華熱滲透原理(lǐ),通過加熱、加壓,将轉印紙或轉印膜上的木(mù)紋圖案,快速轉印并滲透到已經噴塗或電(diàn)泳好的型材上。另注:2001年季華鋁材是中(zhōng)國(guó)第一個引進國(guó)外熱轉印木(mù)紋生産(chǎn)線(xiàn)的廠家,堪稱“木(mù)紋熱轉印之父”。



熱轉印木(mù)紋型表面處理(lǐ)技(jì )術介紹
1、熱轉印木(mù)紋型材特點
1)仿真高度,完全達到各種木(mù)質(zhì)木(mù)紋效果,不是木(mù)材,勝似木(mù)材。
2)耐候性能(néng)好,具(jù)有(yǒu)防潮、防蟻、防鼠等有(yǒu)點。适合于戶外使用(yòng),經得起日曬雨淋。
3)不燃燒,不助燃,是良好的消防裝(zhuāng)飾材料。
4)是100%可(kě)回收利用(yòng)的綠色環保材料。
5)使用(yòng)木(mù)紋型材,可(kě)部分(fēn)代替木(mù)材資源,保護生态環境。
2、熱轉印木(mù)紋型材質(zhì)量性能(néng)
1)塗層厚度:裝(zhuāng)飾面上塗層厚度≥40μm。
2)壓痕硬度:塗層經壓痕試驗,其壓性≥80。
3)附着力:塗層經劃格試驗其附着力達到0級。
3、熱裝(zhuāng)印木(mù)紋型材生産(chǎn)工(gōng)藝保證措施,經粉末噴塗合格的型材方可(kě)裝(zhuāng)入熱裝(zhuāng)印木(mù)紋工(gōng)序。熱裝(zhuāng)印木(mù)紋生産(chǎn)工(gōng)藝流程如下:
裁剪木(mù)紋薄膜 →将型材包上木(mù)紋薄膜并焊接 → 抽真空 → 送入爐烘烤 → 出爐撕下木(mù)紋薄膜。
1)确保木(mù)紋薄膜焊接貼合。
2)嚴格按工(gōng)藝規程要求控制好抽真空氣壓,烘烤溫度。确保轉印木(mù)紋的色澤和覆蓋率。
3)每班設成品質(zhì)檢員檢查把關,每批由理(lǐ)化室取樣進行理(lǐ)化性能(néng)測試,确保産(chǎn)品質(zhì)量。

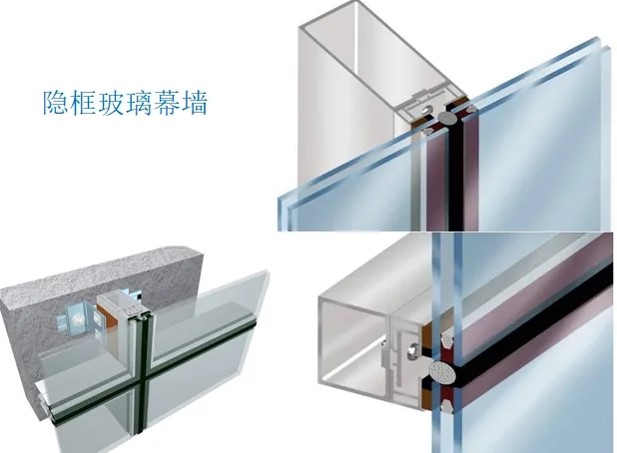
技(jì )術第五部分(fēn)、隔熱工(gōng)藝:分(fēn)為(wèi)注膠隔熱和穿條式隔熱
1、隔熱型材特點
1)良好的保溫性能(néng)。隔熱型材與中(zhōng)空玻璃制成的門窗,其傳熱系數˂3.0w/m².K,能(néng)起到明顯節能(néng)保溫作(zuò)用(yòng)
2)良好的隔聲性能(néng),大大地減少了噪音污染對人體(tǐ)的危害。
3)防止冷凝結露,保護室内裝(zhuāng)飾。
4)良好的協調性,隔熱型材的内外型材可(kě)分(fēn)别處理(lǐ)(表面:陽極氧化、噴塗或氟碳)或不同色彩,使室外型材與建築外裝(zhuāng)飾相統一。使室内型材與建築内裝(zhuāng)修相協調。
2、隔熱型材生産(chǎn)工(gōng)藝保證措施
符合GB5237.1~GB5237.5要求的産(chǎn)品才轉入隔熱穿條工(gōng)序。隔熱穿條工(gōng)序工(gōng)藝流程:
打磨→ 滾壓
1)對隔熱條質(zhì)量進行進貨把關,不合格的隔熱條不投入使用(yòng)。
2)嚴格按工(gōng)藝規程操作(zuò),控制好打磨齒深度,滾壓壓力等技(jì )術參數,确保質(zhì)量性能(néng)。
3)每班設有(yǒu)成品質(zhì)檢檢查尺寸偏差,外觀質(zhì)量等并把關,要求滾壓後每支過平台,檢查彎曲,扭擰情況。
4)理(lǐ)化室每批取樣進行縱向抗剪試驗和橫向抗拉試驗等理(lǐ)化性能(néng)測試,确保産(chǎn)品質(zhì)量。
a.注膠隔熱工(gōng)藝
注膠式隔熱鋁型材是将高分(fēn)子的液态聚氨酯粘合劑通過精(jīng)确的計量比例并在嚴格的生産(chǎn)工(gōng)藝和環境下澆注到鋁型材槽口内,經過聚合固化,切除臨時金屬橋,實現金屬-非金屬-金屬的隔熱目的。
1
2
b.穿條式隔熱工(gōng)藝
穿條式隔熱型材的通過開齒、穿條、滾壓等三道工(gōng)序後,将隔熱條穿入鋁合金型材的隔熱條槽
口内,并使之被鋁合金型材牢固咬合的複合方式
1
2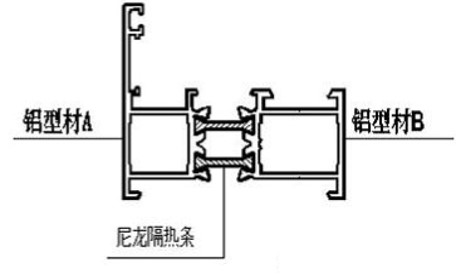
技(jì )術第六部分(fēn)、包裝(zhuāng) 儲存 出貨:
所有(yǒu)工(gōng)序完成好後,質(zhì)檢,包裝(zhuāng)好,進倉,出貨



質(zhì)量保證:
一、産(chǎn)品質(zhì)量
1、我司有(yǒu)嚴格的産(chǎn)品質(zhì)量保證體(tǐ)系(在技(jì )術性能(néng)和工(gōng)藝質(zhì)量保證措施已闡述),各工(gōng)序有(yǒu)專職質(zhì)檢z人員、工(gōng)藝監督人員加以跟蹤,有(yǒu)設備齊全的質(zhì)量檢測中(zhōng)心對産(chǎn)品質(zhì)量進行全面的監控,對每批出廠産(chǎn)品根據檢測數據出具(jù)證明書或産(chǎn)品檢驗報告。
2、如果出現質(zhì)量問題,由貴單位書面通知我司,我們将在收到通知48小(xiǎo)時内派出質(zhì)檢人員到達現場處理(lǐ),幾經鑒定有(yǒu)質(zhì)量問題的産(chǎn)品我司承諾包退換。
二、交貨周期
1、我公(gōng)司有(yǒu)年産(chǎn)50000多(duō)噸的生産(chǎn)能(néng)力,其中(zhōng)粉末噴塗年生産(chǎn)為(wèi)20000噸,氧化着色及電(diàn)泳塗漆年生産(chǎn)能(néng)力為(wèi)20000噸隔熱型材年生産(chǎn)為(wèi)10000噸,一定能(néng)滿足貴公(gōng)司訂單準時供貨的需要。
2、各色澤具(jù)體(tǐ)生産(chǎn)交貨期(以接訂單日起批量10噸計算)
三、産(chǎn)品包裝(zhuāng)
為(wèi)保證合格産(chǎn)品在運輸搬運過程中(zhōng)不被互相摩擦損壞,我公(gōng)司噴塗型材采用(yòng)珍珠棉将料與料之間隔開,外包單層複合紙,每支型材(小(xiǎo)料除外)都貼有(yǒu)防僞商(shāng)标,每紮料頭貼有(yǒu)産(chǎn)品标簽。也可(kě)以按客戶要求包裝(zhuāng)。
四、售後服務(wù)
1、如出現質(zhì)量問題,我公(gōng)司會用(yòng)保證質(zhì)量的型材給予退換。
2、出現質(zhì)量問題,需我廠到現場處理(lǐ),接到貴方通知48小(xiǎo)時内,即派人到現場處理(lǐ)。
-

CCTV故事《匠心》季華的三十年
2022-07-07 -
司央視廣告")
廣東季華鋁業公(gōng)司央視廣告
2022-01-01 -
展廳開張")
季華新(xīn)展廳開張
2022-06-21 -

良辰吉日-喜封金頂
2022-11-23 -
大吉 宏圖大展")
開工(gōng)大吉 宏圖大展
2023-03-20 -
作(zuò)部署暨2022年度頒獎典禮")
2023工(gōng)作(zuò)部署暨2022年度頒獎典禮
2023-02-06 -
品認證!")
喜報|季華鋁材通過綠色産(chǎn)品認證!
2023-06-12 -
國(guó)國(guó)際門窗幕牆博覽會8月3-6日上海國(guó)家會展中(zhōng)心")
重磅預告 |季華鋁材 FBC中(zhōng)國(guó)國(guó)際門窗幕牆博覽會8月3-6日上海國(guó)家會展中(zhōng)心
2023-07-18 -
準查找我們FBC 展位,一睹新(xīn)品!")
強勢回歸| 季華鋁材帶您迅速精(jīng)準查找我們FBC 展位,一睹新(xīn)品!
2023-07-26




的規格和報價※")
用(yòng)途※")
什麽歐洲人更喜歡用(yòng)内開内倒窗?")
業型材※")
-

幕牆鋁材規格及型号是怎麽樣的?
2022-06-07 -

鋁門窗廠家:鋁門窗五大知識點
2022-06-07 -
現代鋁合金門窗嗎-季華鋁材")
你會使用(yòng)現代鋁合金門窗嗎-季華鋁材
2022-06-07 -

U型鋁型材出售-季華鋁材
2022-06-07 -
元/㎡和1000多(duō)元/㎡差在哪裏?季華帶你觀察門窗。")
斷橋鋁窗500多(duō)元/㎡和1000多(duō)元/㎡差在哪裏?季華帶你觀察門窗。
2022-06-07 -
裝(zhuāng)需要注意什麽")
系統門窗安(ān)裝(zhuāng)需要注意什麽
2022-08-01 -

想要“清涼一夏”的感覺?隔熱斷橋型材是标配
2022-08-17 -
裝(zhuāng)方法")
季華推拉窗拼接安(ān)裝(zhuāng)方法
2022-10-11 -
窗演示")
季華平開窗裝(zhuāng)窗演示
2022-10-15

-
-
1460482597
-
400-6896-168
-
佛山(shān)市南海區(qū)興業路東(一環路口旁)
-
075766836068
© 2022 廣東季華鋁業
有(yǒu)限公(gōng)司版權所有(yǒu)
粵公(gōng)網安(ān)備44060502001506号
說出你的想法