

關于季華

廣東季華鋁業有(yǒu)限公(gōng)司始于1991年投産(chǎn),現公(gōng)司總部位于佛山(shān)市南海區(qū)獅山(shān)興業東路。公(gōng)司有(yǒu)三大生産(chǎn)基地,是全國(guó)著名(míng)的專業生産(chǎn)鋁合金型材的大型企業。生産(chǎn)規模集熔鑄、模具(jù)、擠壓、陽極氧化、電(diàn)泳塗漆、噴粉、噴漆、熱轉印木(mù)紋(石紋)、隔熱(穿膠、注膠)生産(chǎn)線(xiàn)、鋁材深加工(gōng)于一體(tǐ)。具(jù)有(yǒu)先進完善的設計、生産(chǎn)、試驗和檢測手段以及完整的銷售網絡,産(chǎn)品暢銷全國(guó)和全球50多(duō)個國(guó)家及港、澳、台地區(qū)。
2021年廣東季華鋁業公(gōng)司在佛山(shān)市高明區(qū)籌建新(xīn)廠房,将公(gōng)司規模擴大,産(chǎn)能(néng)不斷提升,力求滿足客戶的更多(duō)要求。
季華人,技(jì )術,質(zhì)量不斷進步,隻為(wèi)客戶提供更優質(zhì)的産(chǎn)品和服務(wù)。
多(duō)元化的社會需求是鋁制品多(duō)樣化的原動力,而鋁材在人們的生活中(zhōng)的應用(yòng)廣泛有(yǒu)獨特的優勢,季華憑借不斷創新(xīn)與時共進的優勢,産(chǎn)品在各行業中(zhōng)得到廣泛應用(yòng):建築用(yòng)門窗、幕牆、家裝(zhuāng)性能(néng)門窗系統,鋁家具(jù)、電(diàn)子、自動化工(gōng)業材等。國(guó)内房地産(chǎn)工(gōng)程門窗鋁材的供應,國(guó)外單元式幕牆出口産(chǎn)品更顯迅猛增長(cháng)态勢!
公(gōng)司曆程
2021年-2023年
2021年:1月:佛山(shān)國(guó)家高新(xīn)區(qū)2020年度領軍企業;獲得“2020佛山(shān)市制造業隐形冠軍培育企業”稱号;6月:獲得“廣東省守合同重信用(yòng)企業”的光榮稱号;同年榮獲"佛山(shān)标準産(chǎn)品企業”稱号。
2022年:3月:榮獲“2022房地産(chǎn)綜合實力500強”;3.15獲得全國(guó)産(chǎn)品和服務(wù)質(zhì)量誠信示範企業;2019.3-2022.2全國(guó)鋁型材行業質(zhì)量領先企業;同年獲得“企業标準領跑者證書”;11月:季華鋁材高明新(xīn)廠區(qū)喜迎封頂儀式。
2023年:3月:通過高新(xīn)技(jì )術企業複評。榮獲“2023房建供應鏈綜合實力500強首選供應商(shāng)·鋁型材類”;“供應鏈大數據企業入庫證書·5A供應商(shāng)”。

2020年
3月:通過高新(xīn)技(jì )術企業複評。5月:榮獲"中(zhōng)國(guó)品牌百強之一";強強聯手與凱森貝格成為(wèi)門窗技(jì )術研發戰略合作(zuò)夥伴。
同年9月獲得:2005-2019年廣東質(zhì)量檢驗穩定合格産(chǎn)品連續15年;2017.1-2020.7全國(guó)鋁型材行業質(zhì)量領先品牌;2017.1-2020.7全國(guó)質(zhì)量誠信先進企業;2017.1-2020.7全國(guó)質(zhì)量信用(yòng)優秀企業;2017.1-2020.7全國(guó)質(zhì)量檢驗穩定産(chǎn)品;2017.1-2020.7全國(guó)曆量信得過産(chǎn)品;全國(guó)質(zhì)量誠信标杆企業;全國(guó)百佳質(zhì)量檢驗誠信标杆企業,同年11月獲得2020中(zhōng)國(guó)建材企業500強;2020年:中(zhōng)國(guó)建築鋁型材20強;12月佛山(shān)市建材行業協2020年優秀建材企業。

2017年-2019年
2017年:再次通過“高新(xīn)技(jì )術企業”;同年3月榮獲“2017中(zhōng)國(guó)房地産(chǎn)開發企業500強首選鋁材供應商(shāng)”、6月獲得“中(zhōng)誠聯盟首批綠色供應商(shāng)”,“廣東省節能(néng)環保鋁型材門窗幕牆系統工(gōng)程技(jì )術研究中(zhōng)心”。
2018年:3月:榮獲2018中(zhōng)國(guó)房地産(chǎn)開發企業500強優選綠色建築鋁型材供應商(shāng);4月榮獲佛山(shān)市高新(xīn)技(jì )術産(chǎn)業協會會員單位”;5月季華鋁材在中(zhōng)國(guó)質(zhì)量新(xīn)聞網2018-2019年度質(zhì)量品牌先鋒活動中(zhōng)榮獲“質(zhì)量先鋒展示産(chǎn)品”證書;12月:榮獲“廣東省(行業類)名(míng)牌産(chǎn)品;同年獲得"行業十大匠心企業獎”。
2019年:1月榮獲“改革開放40年中(zhōng)國(guó)鋁型材十大品牌"。

2012年-2016年
2012年:獲得"有(yǒu)色金屬産(chǎn)品實物(wù)質(zhì)量金杯獎"。
2014年:獲得"佛山(shān)市承諾誠信經營企業"。
2015年:獲得"中(zhōng)國(guó)鋁材十大品牌"、"中(zhōng)國(guó)科(kē)技(jì )創新(xīn)節能(néng)環保行業十佳品牌"、 "國(guó)家專項抽查質(zhì)量标杆企業"。
2016年:獲得“連續二十五年廣東省守合同重信用(yòng)企業”、“QUALICOAT會員”證書。

2004年-2011年
2004年:獲得"廣東省著名(míng)商(shāng)标"。
2005年:評為(wèi)全國(guó)有(yǒu)色金屬标準化SAC / TC243 / SC1會員單位。
2009年:獲得"管理(lǐ)優秀獎"。
2011年:獲得“标準化良好行為(wèi)”AAA企業。
2011年:獲得"連續二十年廣東省守合同重信用(yòng)企業"。

1991年-2003年
1991年:公(gōng)司成立。
1998年:評為(wèi)“中(zhōng)國(guó)名(míng)牌”産(chǎn)品。
2001年:引入意大利鋁材木(mù)紋,闆印木(mù)紋,填補國(guó)内空白。堪稱“木(mù)紋熱轉印之父”。
2002年:獲“國(guó)家級火炬計劃項目”推動國(guó)内金屬裝(zhuāng)飾材料噴塗熱轉印。
2003年:獲得“重點高新(xīn)技(jì )術企業”“廣東省名(míng)牌産(chǎn)品”。

公(gōng)司展廳















企業文(wén)化



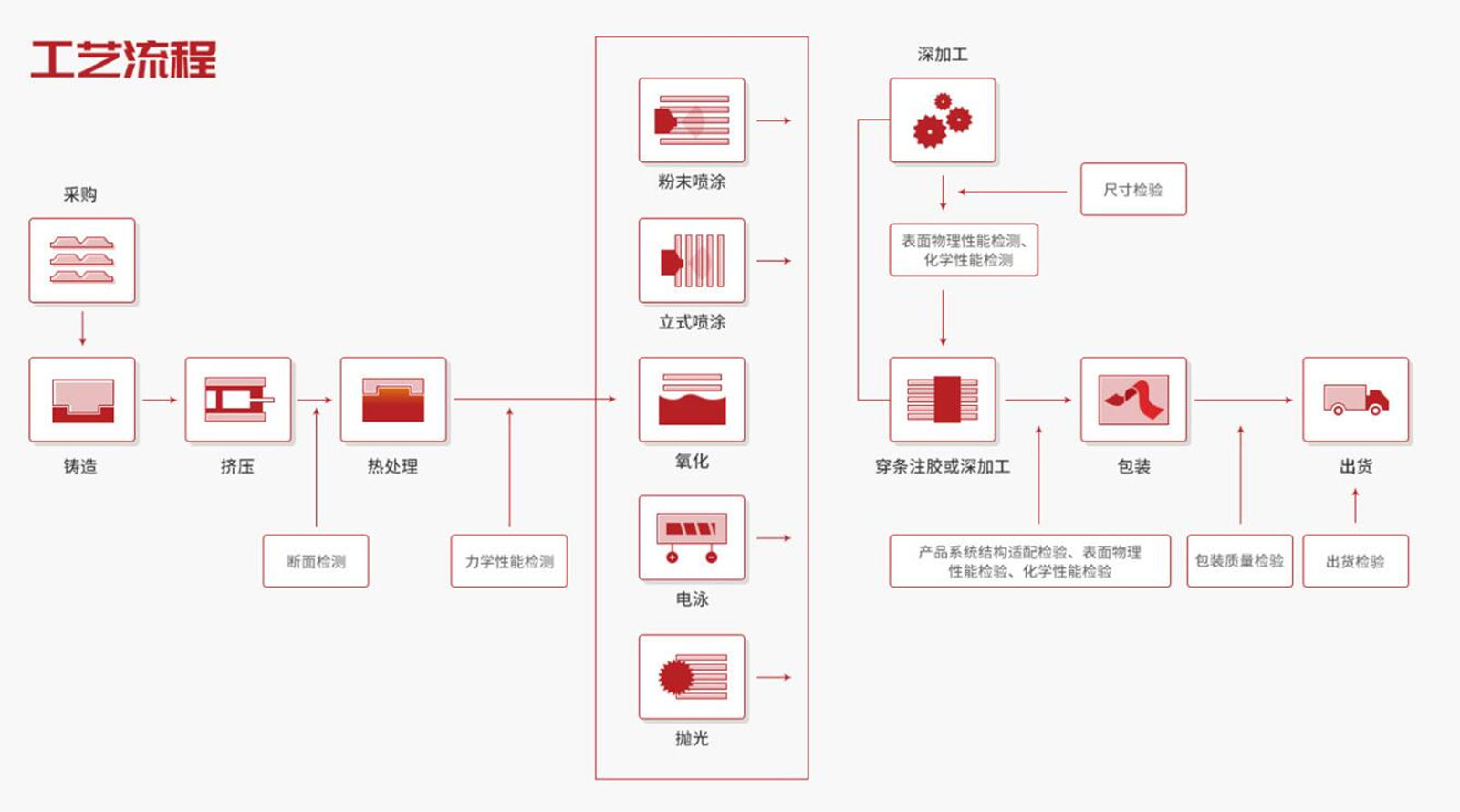
- 工(gōng)藝流程
- 品質(zhì)管控
- 報告下載
(一)模具(jù)加工(gōng)工(gōng)藝保證措施
1、模具(jù)的技(jì )術及性能(néng)
1)模具(jù)鋼的材料全部采用(yòng)優質(zhì)H13耐熱高強度鋼。
2)回火後硬度為(wèi):HRC47-50。
3) 氮化層硬度HV900~1200度,表面白亮層厚度為(wèi)0.04~0.06mm,擴散層厚度0.085~0.105mm。
2、模具(jù)加工(gōng)工(gōng)藝
下料→粗車(chē)→劃線(xiàn)→銑削→熱處理(lǐ)→磨削→線(xiàn)切割→電(diàn)火花(huā)→鉗工(gōng)精(jīng)修→抛光
3、保證措施
1) 保證好加工(gōng)設備精(jīng)度和量具(jù)的準确度。
2) 每個加工(gōng)工(gōng)序都嚴格按設計、工(gōng)藝要求進行加工(gōng)制作(zuò)。
3) 熱處理(lǐ)嚴格按工(gōng)藝要求進行,保證模具(jù)的硬度和氮化層的厚度。
4)各工(gōng)序都有(yǒu)專職質(zhì)檢人員進行尺寸檢驗及工(gōng)藝監控。
管控")
(二)熔鑄圓錠的加工(gōng)工(gōng)藝、化學(xué)成份性能(néng)及質(zhì)量保證措施
本公(gōng)司原材料鋁錠全部選用(yòng)國(guó)内或國(guó)際優質(zhì)A00,保證決不滲加廢鋁。輔助材料選用(yòng)信用(yòng)好,質(zhì)量好的廠家供貨。配有(yǒu)先進的生産(chǎn)工(gōng)藝,保證每爐錠的物(wù)理(lǐ)化學(xué)性能(néng)均一性。
1、化學(xué)成份的技(jì )術要求(6063材質(zhì))
矽矽:0.20~0.60%
Cu銅:不大于0.10% Mn錳:不大于0.10%
鎂:0.45~0.90% 鉻:不大于1.10%
鋅鋅:不大于0.10%
其它雜質(zhì)單個:不大于0.05%
其它雜質(zhì)總和:不大于0.15%
Al鋁:餘量
2、熔鑄工(gōng)藝流程圖
烘爐→配料→裝(zhuāng)爐→熔化→攪拌→扒渣→加添加劑→調整成份→轉爐→調整成份→扒渣→靜置→鑄造→均質(zhì)→鋸切
3、工(gōng)藝質(zhì)量保證措施
1)每班配有(yǒu)專職的工(gōng)藝員跟蹤和監督工(gōng)藝質(zhì)量。
2)化學(xué)成份化學(xué)化驗。
3)鋁棒低倍檢驗。
4)原材料檢驗。
5)工(gōng)藝裝(zhuāng)備周期檢測。
管控")
(三)擠壓的技(jì )術性能(néng)、加工(gōng)工(gōng)藝及保證措施
本公(gōng)司引進多(duō)條國(guó)内外先進的擠壓生産(chǎn)線(xiàn),可(kě)以生産(chǎn)多(duō)種牌号的鋁型材。年産(chǎn)量達5萬多(duō)噸。
1、擠壓的技(jì )術性能(néng)
1)尺寸偏差符合圖紙和(GB5237.1-2008)标準要求。
2)力學(xué)性能(néng)的技(jì )術要求(6063-T5)。
抗拉強度:rm≥160N/mm2 屈服強度:Rpo.2≥110 N/mm2
斷後伸長(cháng)率:δ≥8%
2、擠壓生産(chǎn)工(gōng)藝流程圖
流程圖")
3、擠壓生産(chǎn)保證措施
1)班組自檢幾何尺寸、表面質(zhì)量,由專職質(zhì)檢員(巡檢)複檢幾何尺寸、表面質(zhì)量。
2)風冷(水冷)淬火由班組控制冷卻速度。
3)拉伸矯直由班組控制拉伸變形量。
4)成品鋸切由班組控制定尺長(cháng)度。
5)精(jīng)裝(zhuāng)由班組和質(zhì)檢員控制成品尺寸精(jīng)度。
6)人工(gōng)時效由班組控制,時效工(gōng)藝質(zhì)檢員控制機械性能(néng)。
7)檢測手段為(wèi):幾何尺寸用(yòng)遊标卡尺和千分(fēn)尺、角度尺來測量,機械性能(néng)用(yòng)硬度鉗、拉伸試驗機,表面質(zhì)量用(yòng)樣闆、人工(gōng)觀測。
管控")
(四)氧化生産(chǎn)工(gōng)藝
1、氧化膜技(jì )術性能(néng)
|
氧化膜等級 |
最小(xiǎo)平均膜厚(μm) |
最小(xiǎo)局部膜厚(μm) |
|
AA10 |
10 |
8 |
|
AA15 |
15 |
12 |
|
AA20 |
20 |
16 |
|
AA25 |
25 |
20 |
封孔質(zhì)量:失重≤30mg / dm²
2、氧化工(gōng)藝流程圖
脫脂→酸蝕、堿蝕→中(zhōng)和→氧化(電(diàn)解)→封孔
3、通過一下措施控制生産(chǎn)線(xiàn)
1)每天分(fēn)析槽液多(duō)次。
2)根據槽液分(fēn)析結果控制PH值。
3)自動控制型材在各個槽中(zhōng)處理(lǐ)時間。
4)嚴格控制各個槽的溫度。
5)由專職工(gōng)藝員進行各個工(gōng)藝監控及産(chǎn)品物(wù)理(lǐ)性能(néng)、化學(xué)性能(néng)的跟蹤檢測。
管控")
(五)電(diàn)泳塗漆型材生産(chǎn)工(gōng)藝及質(zhì)量性能(néng)
1、電(diàn)泳塗漆生産(chǎn)工(gōng)藝流程圖
氧化着色後→熱純水浸洗→回收純水洗→涼幹→冷純水洗→電(diàn)泳→固化爐烘烤→卸架包裝(zhuāng)
2、電(diàn)泳塗漆複合質(zhì)量
1)厚度
|
級别 |
陽極氧化膜 |
漆膜 |
複合膜 |
|
局部膜厚,μm |
局部膜厚,μm |
局部膜厚,μm |
|
|
一個 |
≥9 |
≥12 |
≥21 |
|
B |
≥9 |
≥7 |
≥16 |
注:苛刻、惡劣環境下的室外用(yòng)建築構件應用(yòng)A級型材,一般環境下室外用(yòng)建築構件或車(chē)輛用(yòng)構件可(kě)采用(yòng)B級型材。合同中(zhōng)未注明複合膜厚度級别的,一律按B級供貨。
2)漆膜附着力0級
3)漆膜硬度≥3H
管控")
(六)粉末噴塗技(jì )術性能(néng),工(gōng)藝質(zhì)量及保證措施
工(gōng)藝流程
上架→水洗→脫油塗油→水洗→酸洗→水洗→水洗→純水洗→無鉻鈍化→滴幹→烘幹→噴粉→固化→卸架→包裝(zhuāng)
粉末噴塗全部選用(yòng)優質(zhì)的塗料及優質(zhì)的化工(gōng)原料,生産(chǎn)出表面流平好、色澤均一、附着力強、耐候性好、顔色多(duō)樣的高質(zhì)量産(chǎn)品。
1、粉末噴塗塗層技(jì )術性能(néng)
1)光澤塗層的60°光澤值及其允許偏差按下表:
|
光澤值範圍 |
允許偏差 |
|
3~30 |
±5 |
|
31~70 |
±7 |
|
71~100 |
±10 |
2)顔色和色差
塗層顔色與合同規定的标準色闆基本一緻。使用(yòng)儀器測定時,單色粉末的塗層與标準色闆間的色差△Eab*≤1.5,同一批産(chǎn)品之間的色差△Eab*≤1.5。
3)塗層厚度
裝(zhuāng)飾面上塗層最小(xiǎo)局部厚度≥40μm。
4)壓痕硬度
塗層經壓痕試驗,其抗壓痕性≥80。
管控")
(七)氟碳噴塗塗層技(jì )術性能(néng)、加工(gōng)工(gōng)藝及保證措施
1、氟碳塗裝(zhuāng)工(gōng)藝流程圖
上架→前處理(lǐ)→下架→上架→底漆塗裝(zhuāng)→流平→面漆塗裝(zhuāng)→流平→清漆塗裝(zhuāng)→流平→烘烤→出爐→包裝(zhuāng)
2、氟碳噴塗塗層技(jì )術性能(néng)
1)光澤
塗層的60°光澤值應與合同規定一緻,其允許偏差為(wèi)±5個光澤單位。
2)顔色和色差
塗層顔色與合同規定的标準色闆基本一緻。使用(yòng)儀器測定時,單色塗層與标準色闆間的色差△Eab*≤1.5,同一批産(chǎn)品之間的色差△Eab*≤1.5。
3)塗層厚度
噴塗型材裝(zhuāng)飾上的漆膜厚度應符合下表規定
|
塗層種類 |
平均膜厚,μm |
最小(xiǎo)局部膜厚,μm |
|
二塗 |
≥30 |
≥25 |
|
三塗 |
≥40 |
≥34 |
|
四塗 |
≥66 |
≥56 |
(注:非裝(zhuāng)飾面如需要噴塗漆應在合同中(zhōng)注明)
4)硬度
塗層經鉛筆(bǐ)劃痕試驗,硬度≥1H。
5)附着力
塗層的幹式、濕式和沸水附着力應達到0級。
3、工(gōng)藝質(zhì)量的保
1)每班配有(yǒu)專職工(gōng)藝員。
2)前處理(lǐ)槽液每天送檢一次。
3)爐溫每周檢測一次。
4)靜電(diàn)裝(zhuāng)置每半個月檢查一次。
5)每批成品做一次性能(néng)測試,每天做附着力性能(néng)測試一次。
管控")
(八)熱轉印木(mù)紋型材特點、質(zhì)量性能(néng)、工(gōng)藝保證措施
1、熱轉印木(mù)紋型材特點
1)仿真高度,完全達到各種木(mù)質(zhì)木(mù)紋效果,不是木(mù)材,勝似木(mù)材。
2)耐候性能(néng)好,具(jù)有(yǒu)防潮、防蟻、防鼠等有(yǒu)點。适合于戶外使用(yòng),經得起日曬雨淋。
3)不燃燒,不助燃,是良好的消防裝(zhuāng)飾材料。
4)是100%可(kě)回收利用(yòng)的綠色環保材料。
5)使用(yòng)木(mù)紋型材,可(kě)部分(fēn)代替木(mù)材資源,保護生态環境。
2、熱轉印木(mù)紋型材質(zhì)量性能(néng)
1)塗層厚度
裝(zhuāng)飾面上塗層厚度≥40μm。
2)壓痕硬度
塗層經壓痕試驗,其壓性≥80。
3)附着力
塗層經劃格試驗其附着力達到0級。
3、熱裝(zhuāng)印木(mù)紋型材生産(chǎn)工(gōng)藝保證措施,經粉末噴塗合格的型材方可(kě)裝(zhuāng)入熱裝(zhuāng)印木(mù)紋工(gōng)序。熱裝(zhuāng)印木(mù)紋生産(chǎn)工(gōng)藝流程如下
裁剪木(mù)紋薄膜→将型材包上木(mù)紋薄膜并焊接→抽真空→送入爐烘烤→出爐撕下木(mù)紋薄膜
1)确保木(mù)紋薄膜焊接貼合。
2)嚴格按工(gōng)藝規程要求控制好抽真空氣壓,烘烤溫度。确保轉印木(mù)紋的色澤和覆蓋率等。
3)每班設成品質(zhì)檢員檢查把關,每批由理(lǐ)化室取樣進行理(lǐ)化性能(néng)測試,确保産(chǎn)品質(zhì)量。
管控")
(九)隔熱型材特點、質(zhì)量性能(néng)、工(gōng)藝保證措施
1、隔熱型材特點
1)良好的保溫性能(néng)。隔熱型材與中(zhōng)空玻璃制成的門窗,其傳熱系數K˂3.0w/m².K,能(néng)起到明顯節能(néng)保溫作(zuò)用(yòng)。
2)良好的隔聲性能(néng),大大地減少了噪音污染對人體(tǐ)的危害。
3)防止冷凝結露,保護室内裝(zhuāng)飾。
4)良好的協調性,隔熱型材的内外型材可(kě)分(fēn)别處理(lǐ)(表面:陽極氧化、噴塗或氟碳)或不同色彩,使室外型材與建築外裝(zhuāng)飾相統一。使室内型材與建築内裝(zhuāng)修相協調。
2、隔熱型材質(zhì)量性能(néng)
本公(gōng)司隔熱型材複合方式為(wèi)穿條式。主要質(zhì)量性能(néng)要求如下表:
|
試驗結果 |
室溫 |
低溫 |
高溫 |
|
|
試驗項目 |
||||
|
縱向剪切試驗:縱向剪切特征值N/mm |
≥24 |
≥24 |
≥24 |
|
|
橫向拉伸試驗:橫向抗拉伸特征值N/mm |
≥24 |
|
|
|
|
高溫持久負荷試驗 |
橫向抗拉伸特征值N/mm |
|
≥24 |
≥24 |
|
隔熱材料表形量平均值mm |
≤0.6 |
|||
3、隔熱型材生産(chǎn)工(gōng)藝保證措施
符合GB5237.1~GB5237.5要求的産(chǎn)品才轉入隔熱穿條工(gōng)序。
隔熱穿條工(gōng)序工(gōng)藝流程:
打磨→滾壓
1)對隔熱條質(zhì)量進行進貨把關,不合格的隔熱條不投入使用(yòng)。
2)嚴格按工(gōng)藝規程操作(zuò),控制好打磨齒深度,滾壓壓力等技(jì )術參數,确保質(zhì)量性能(néng)。
3)每班設有(yǒu)成品質(zhì)檢檢查尺寸偏差,外觀質(zhì)量等并把關,要求滾壓後每支過平台,檢查彎曲,扭擰情況。
4)理(lǐ)化室每批取樣進行縱向抗剪試驗和橫向抗拉試驗等理(lǐ)化性能(néng)測試,确保産(chǎn)品質(zhì)量。
管控")
(十)專業鋁伴
一、産(chǎn)品質(zhì)量
1、我司有(yǒu)嚴格的産(chǎn)品質(zhì)量保證體(tǐ)系(在技(jì )術性能(néng)和工(gōng)藝質(zhì)量保證措施已闡述),各工(gōng)序有(yǒu)專職質(zhì)檢人員、工(gōng)藝監督人員加以跟蹤,有(yǒu)設備齊全的質(zhì)量檢測中(zhōng)心對産(chǎn)品質(zhì)量進行全面的監控,對每批出廠産(chǎn)品根據檢測數據出具(jù)證明書或産(chǎn)品檢驗報告。
2、如果出現質(zhì)量問題,由貴單位書面通知我司,我們将在收到通知48小(xiǎo)時内派出質(zhì)檢人員到達現場處理(lǐ),經鑒定有(yǒu)質(zhì)量問題的産(chǎn)品我司承諾包退換。
二、交貨周期
1、我公(gōng)司有(yǒu)年産(chǎn)50000多(duō)噸的生産(chǎn)能(néng)力,其中(zhōng)粉末噴塗年生産(chǎn)為(wèi)20000噸,氧化着色及電(diàn)泳塗漆年生産(chǎn)能(néng)力為(wèi)20000噸,隔熱型材年生産(chǎn)為(wèi)10000噸,一定能(néng)滿足貴公(gōng)司訂單準時供貨的需要。
2、各色澤具(jù)體(tǐ)生産(chǎn)交貨期(以接訂單日起批量10噸計算)
|
色澤 |
生産(chǎn)周期 |
|
氧化電(diàn)泳 |
15-20天 |
|
粉末噴塗 |
10-15天 |
|
氟碳噴塗 |
15-20天 |
|
隔熱型材 |
15-20天 |
(注:上述生産(chǎn)周期不含工(gōng)程選用(yòng)新(xīn)開模具(jù)所需時間,如門窗系列新(xīn)開模需增加模具(jù)設計開模時間7-10天,幕牆型材開模時間10-20天。)
三、産(chǎn)品包裝(zhuāng)
為(wèi)保證合格産(chǎn)品在運輸搬運過程中(zhōng)不被互相摩擦損壞,我公(gōng)司噴塗型材采用(yòng)珍珠棉将料與料之間隔開,外包單層複合紙,每支型材(小(xiǎo)料除外)都貼有(yǒu)防僞商(shāng)标,每紮料頭貼有(yǒu)産(chǎn)品标簽。也可(kě)以按客戶要求包裝(zhuāng)。
四、售後服務(wù)
1、如出現質(zhì)量問題,我公(gōng)司會用(yòng)保證質(zhì)量的型材給予退換。
2、出現質(zhì)量問題,需我廠到現場處理(lǐ),接到貴方通知48小(xiǎo)時内,即派人到現場處理(lǐ)。
管控")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")






























現場生産(chǎn)
現代化鋁材生産(chǎn)線(xiàn)23條和質(zhì)量檢測設備50台(套),集熔鑄、模具(jù)、擠壓、陽極氧化、電(diàn)泳塗漆、噴粉、噴漆、熱轉印木(mù)紋(石紋)、隔熱(穿膠、注膠)生産(chǎn)線(xiàn)、鋁材深加工(gōng)于一體(tǐ)。

鋁錠

鋁錠進單

熔鑄

鋁棒
")
模具(jù)

擠壓機台
")
擠壓線(xiàn)

基材時效

除油

噴粉

穿條式

注膠
泳線(xiàn)")
氧化、電(diàn)泳線(xiàn)
")
貼膜包裝(zhuāng)

成品倉

出倉
企業證書
專利證書
榮譽獎牌
榮譽證書
産(chǎn)品證書















































品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")

-
-
1460482597
-
400-6896-168
-
佛山(shān)市南海區(qū)興業路東(一環路口旁)
-
075766836068
© 2022 廣東季華鋁業
有(yǒu)限公(gōng)司版權所有(yǒu)
粵公(gōng)網安(ān)備44060502001506号