


公(gōng)司曆程
2021年-2023年

2020年

2017年-2019年

2012年-2016年

2004年-2011年

1991年-2003年

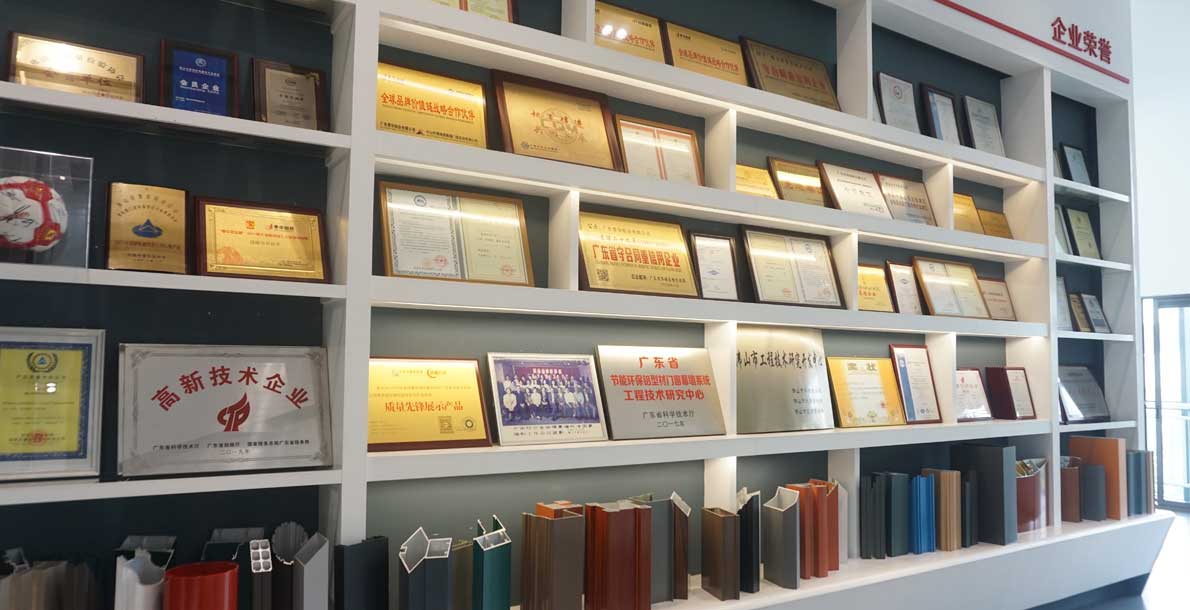
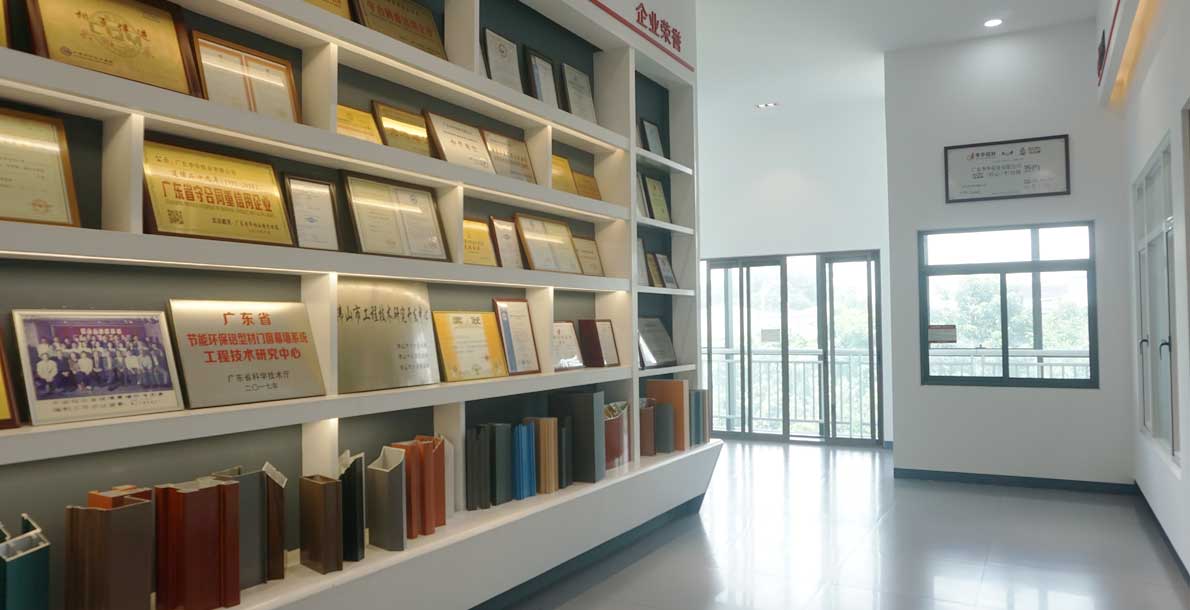
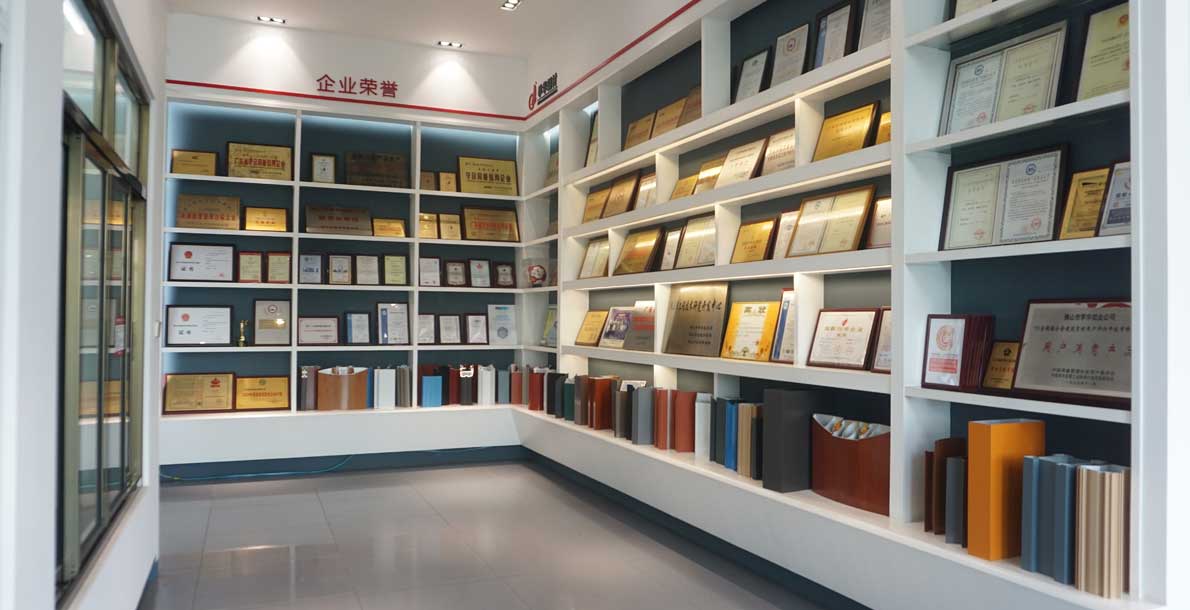
公(gōng)司展廳















企業文(wén)化



管控")
管控")
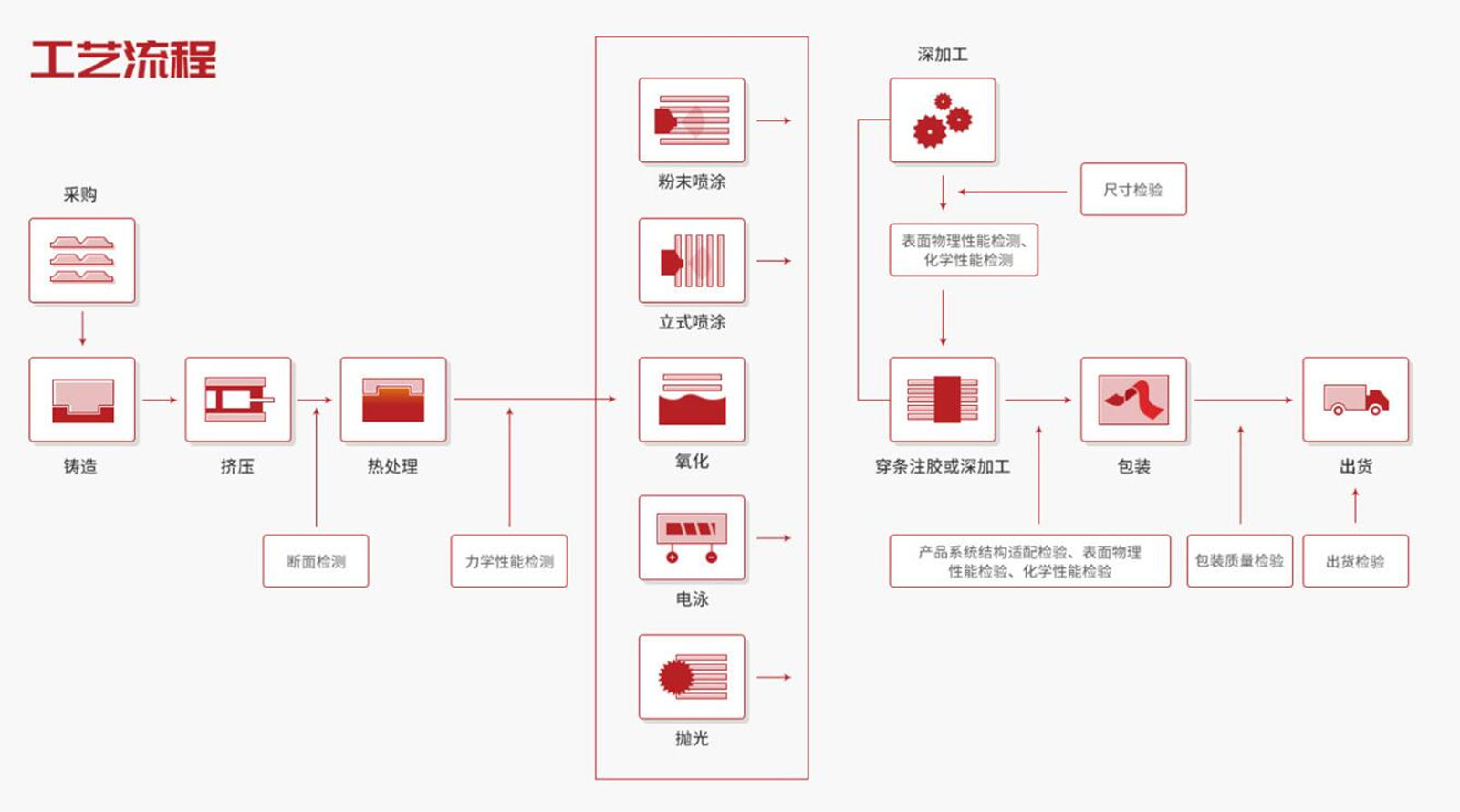
流程圖")
管控")
管控")
管控")
管控")
管控")
管控")
管控")
管控")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
泳塗漆L22-WT1547")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")
紋L22-WT1546")






























現場生産(chǎn)
現代化鋁材生産(chǎn)線(xiàn)23條和質(zhì)量檢測設備50台(套),集熔鑄、模具(jù)、擠壓、陽極氧化、電(diàn)泳塗漆、噴粉、噴漆、熱轉印木(mù)紋(石紋)、隔熱(穿膠、注膠)生産(chǎn)線(xiàn)、鋁材深加工(gōng)于一體(tǐ)。

鋁錠

鋁錠進單

熔鑄

鋁棒
")
模具(jù)

擠壓機台
")
擠壓線(xiàn)

基材時效

除油

噴粉

穿條式

注膠
泳線(xiàn)")
氧化、電(diàn)泳線(xiàn)
")
貼膜包裝(zhuāng)

成品倉

出倉
企業證書
專利證書
榮譽獎牌
榮譽證書
産(chǎn)品證書















































品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")
品證書")

産(chǎn)品中(zhōng)心
關于季華
資訊中(zhōng)心
-
-
1460482597
-
400-6896-168
-
佛山(shān)市南海區(qū)興業路東(一環路口旁)
-
075766836068
© 2022 廣東季華鋁業
有(yǒu)限公(gōng)司版權所有(yǒu)
粵公(gōng)網安(ān)備44060502001506号